Разметка металлической заготовкиРазметка заготовки заключается в переносе с чертежа или образца на поверхность заготовки точек и линий (рисок). Для этого достаточно иметь: две стальные измерительные линейки длиной 150-300 мм, чертилку кернер, небольшой молоток массой 100-200 г, обычный чертежный циркуль, слесарный угольник и штангенциркуль с глубиномером. Чертилка представляет собой отрезок (150-200 мм) проволоки диаметром 3,5-4,5 мм из стали У10 или У12. Один конец ее длиной 20-30 мм закален и остро заточен, а другой - согнут в кольцо диаметром 15- 25 мм. Для разметки в труднодоступных местах удобно пользоваться чертилкой, в которой заточенный (рабочий) конец отогнут под углом 90° и после этого закален. Чем острее рабочая часть чертили, тем большей точности можно добиться при разметке. Линию лучше проводить один раз, т.е. наверняка, так как второй раз труднее попасть точно в то же место.
Если необходимо нанести различные линии, то целесообразно провести сначала горизонтальные, затем вертикальные и наклонные и только после этого - дуги, закругления и окружности.
На точность разметочных работ влияет состояние поверхности размечаемого материала: ее нужно очистить от грязи, окалины, ржавчины. Чтобы линии, наносимые чертилкой, были четкими, поверхность стальных и чугунных заготовок перед разметкой окрашивают мелом или покрывают раствором медного купороса (омедняют). При разметке на мягких металлах и сплавах, например на дюралюминии, латуни н других, пользуются хорошо заточенным твердым карандашом (2Т, ЗТ). Применять стальную чертилку нельзя, так как при нанесении рисок разрушается защитный слой и создаются условия для коррозии.
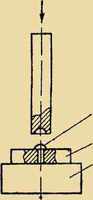
Разметку листовых материалов можно производить следующим образом. Предварительно наносят разметочные линии на лист миллиметровой бумаги. Этот лист наклеивают с помощью нескольких капель резинового клея на заготовку и через него кернером намечают все-центры отверстий и узловые точки контура детали. После этого миллиметровку удаляют и производят окончательную разметку и обработку детали. Pис 2.1. Разметка центрового отверстия в торце цилиндрической детали
Простой способ разметки центрового отверстия в торце цилиндрической детали проиллюстрирован на рис 2.1. Кусочек жести сгибают под прямым углом таким образом, чтобы ширина верхней полки его была приблизительно равна радиусу цилиндра (рис. 2.1,а). Уголок прижимают к боковой поверхности детали и на торце проводят четыре линии под углом примерно 90°. Центр торца детали оказывается внутри небольшого пространства, ограниченного линиями, и отметить его кернером можно достаточно точно (рис. 2.1,б). Перед сверлением отверстий по контуру (в случае необходимости получить отверстие большого диаметра или криволинейной формы) требуется разметка центров "контурных" отверстий кернением. Эта трудоемкая операция значительно упростится, если воспользоваться несложным приспособлением: кернер оснащают выдвигающейся заостренной ножкой. Выставив с ее помощью необходимое межцентровое расстояние, приступают к кернению, совмещая острие ножки с предыдущим размеченным центром. Голосуй
Категории: Технологии » Работа с металлом
Добавлено: 27-11-2008, 09:31
Комментариев: 13
Просмотров: 1291
Похожие публикациизагрузка...
|
Навигация
Технологии
Поделки своими руками » Технологии » Работа с металлом » Разметка металлической заготовки



1 2 3 4 5 6 7 8 9 10 ... 13
Рассылка новостей
загрузка...
