Изготовление формы для отливки мужского кольца
Изготовление модели. Модель можно изготовить из свинцовой полосы. Во многих случаях рациональнее отлить заготовку из свинца в простейшей листовой форме и затем довести ее до нужной конфигурации и размеров. Из тонкой латунной полосы сгибают контур формы (рис. 2, а), слегка вдавливают его в плоский кусок древесного угля и закрепляют булавками. Расплавленный свинец заливают в форму и получают заготовку модели. При желании в касте заготовки можно сделать отверстие. Для этого в месте каста в контурной полосе формы делают прямоугольные надрезы и, отогнув лапки, устанавливают на них стержень (рис. 2, б) - Для предотвращения утечки свинца из формы позади образовавшихся окон устанавливают латунные полоски. Этим методом можно изготавливать модели различной формы и конфигурации.
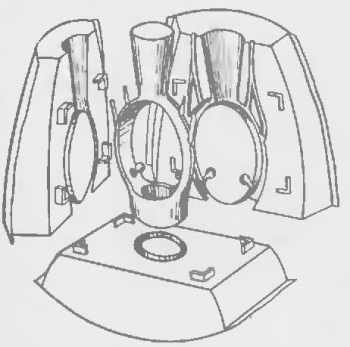
Рис. 1. Раскрытая известкован форма из трех частей с готовой отливкой
Изготовление формы. Большую раковину осса-сепии разрезают на три части. Обе верхние части предназначены для шинки, нижняя — для каста. Все три части с внутренней стороны обрабатывают по плоскости. В обе боковые верхние части вдавливают модель шинки кольца, до заплечиков каста, одновременно с маркировочными уголками. После этого части формы разъединяют, вынимают модель, собирают полуформы вместе и прифовывают нижнюю поверхность частей форм, пока не покажется отпечаток шинки. Модель снова вставляют в форму и вдавливают каст кольца в нижнюю часть заготовки формы до полного совпадения всех трех частей формы. Одновременно с этим вдавливают нижние маркировочные уголки. После этого модель снова вынимают и прорезают литниковый и вентиляционный каналы. Затем форму собирают так, как показано на рис. 3.
Заливка. При литье в известковые формы из осса-сепии необходима довольно большая прибыль. Так как литье должно осуществляться при более низких температурах, то для улучшения литейных качеств металла рекомендуется добавлять в расплав непосредственно перед разливкой 0,5% чистого цинка. Добавка цинка существенно снижает поверхностное натяжение и вязкость расплава при низких температурах. Расплав перемешивают и, как только на поверхности появится затвердевающая пленочка, производят разливку. Если заливку производить слишком перегретым металлом, то форма выгорает и вследствие этого отливка получается нечеткой, и, кроме того, она становится пористой.
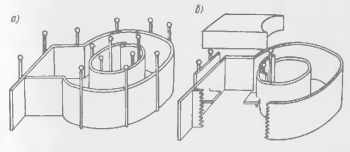
Рис. 2. Листовая форма для изготовления свинцовой модели: а — кольца со сплошным кастой; б — кольца с полым кастом

 Рубрики
Рубрики Реклама
Реклама Полезные советы
Полезные советы