Предварительная ковка. Как уже упоминалось в начале главы, под предварительной ковкой понимается подготовка слитка к дальнейшей обработке давлением: прокатке или волочению. Слиток должен подвергаться предварительной ковке в следующих целях:
1) для измельчения дендритов и грубых кристаллитов с последующим получением мелкозернистой однородной структуры в результате перекристаллизации при отжиге
2) для полного сжатия пустот и пор металла с их последующей заваркой при отжиге (если стенки пустот не окислены)
3) для проковки сильными ударами сердцевины слитка слабо деформируемой при прокатке и волочении
4) для придания необработанной заготовке требуемой поедварительноч формы.
Черновая ковка имеет смысл только тогда, когда металл подвергается значительной деформации. Для этой цели используют поэтому тяжелый молоток и массивную стационарную наковальню. Ковку плоских пластин производят, поочередно с обеих сторон молотком с клиновидным умеренно-закругленным бойком, обрабатывая вторым переходом сторону слитка, лежавшую на наковальне. Затем слиток сглаживают ударами молотка с плоской рабочей поверхностью. Четырехгранный пруток сначала проковывается клиновидным бойком перпендикулярно к. оси прутка. Затем таким же образом обрабатывают противолежащую сторону
и две другие грани заготовки. Плоско-скругленным бойком обрабатывают сначала все четыре ребра заготовки, а затем четыре главные плоскости. Черновая проковка ребер по диагонали сечения заготовки уменьшает опасность растрескивания металла. Если круглый пруток нужно подготовить к прокатке, то достаточно придать ему квадратное сечение, использовав для этой цели молоток со слегка скругленной рабочей поверхностью бойка.
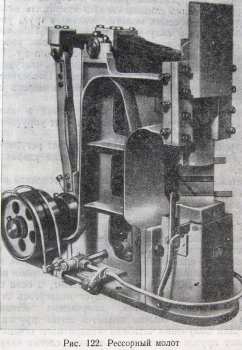
Для ковки больших слитков следует применять механические молоты Применение таких молотов облегчает труд, увеличивает производительность и силу удара по металлу. При этом гарантируется сквозная проковка до осевой зоны даже толстых слитков На рис. 122 показан рессорный молот. Приводной вал вращает эксцентрик, который посредством шатуна сообщает качательное движение рессорному коромыслу. Последнее приводит в возвратно-поступательное движение «бабу» молота с верхним бойком.
Преимущества рессорных молотов состоят в эластичности удара бойка по металлу, в увеличенной за счет упругости рессоры энергии удара и в их быстроходности.
Молот, приведенный на рис. 122, допускает регулировку хода бабы весом 50 кг от 200 до 280 мм при числе ударов от 100 до 250 в мин.
Окончательная ковка. Завершающая изготовление ювелирного изделия чистовая ковка является одним из немногих методов обработки металла, который невозможно заменить никакой другой обработкой. Материал заготовки, подвергающийся окончательной отделке ковкой, должен обладать высокой пластичностью и иметь относительное удлинение свыше 40%. Из сплавов серебра для этой цели хорошо подходит сплав 925 пробы; из сплавов золота — сплавы 750 пробы. Для улучшения эксплуатационных качеств ювелирных изделий из этих сплавов после окончательной ковки не следует проводить отжиг, а если он необходим, то в готовом виде изделие следует подвергать старению.

 Рубрики
Рубрики Реклама
Реклама Полезные советы
Полезные советы