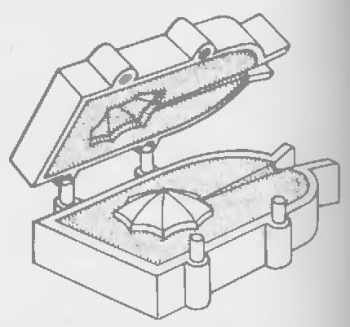
Изготовление формы для броши
Опока с направляющими отверстиями устанавливается внутренней стороной на стеклянную подмодельную плиту. В нижней трети опоки укладывается модель. Модель и подмодельная плита припудриваются припылом. Затем опоку наполняют небольшим количеством песка, который слегка прижимают к модели деревянной трамбовкой для того, чтобы песок по возможности хорошо заполнил все изгибы поверхности. Только послe этого тщательно утрамбовывают стальной трамбовкой и постепенно заполняют, песком форму доверху. Стальной линейкой удаляют лишний песок заподлицо с высотой опоки. Заформованную опоку переворачивают и укладывают на подмодельную плиту моделью вверх. На нее устанавливают вторую опоку. Модель зачищают и припудривают ликоподием всю поверхность песчаной формы. Далее проделывают то же самое, что и с первой опокой, т. е. насыпают песок, слегка прижимают его к модели, затем плотно утрамбовывают и сглаживают. После этого опоки разъединяют.
Осторожным постукиванием деревянным молоточком модель расталкивается в форме, а затем, после переворачивания опоки, выпадает из нее (приподнимать модель пинцетом не рекомендуется). От отпечатка модели в обеих полуформах прорезается литниковый канал. Его поверхность выглаживают мягкой кисточкой, смоченной в воде, чтобы облегчить скольжение жидкого металла при заливке. Литниковый канал должен быть по возможности длинным. При литье небольших предметов нет необходимости прорезать вентиляционные каналы, так как высохшая формовочная масса обладает достаточной газопроницаемостью.
Подготовка к литью и заливка. Форму собирают, закрепляют опоки струбцинами и медленно просушивают над печью. Быстрая просушка приводит к разрушению формы. Для контроля степени просушки вплотную к литнику прикладывают зеркало. Если оно не запотевает, то форму можно подогревать открытым пламенем до той температуры, которая необходима при заливке.
Одновременно металл расплавляют, нагревают его примерно на 150° выше температуры ликвидуса и выливают в горячую форму.
Автор: Э.Бреполь

 Рубрики
Рубрики Реклама
Реклама Скачать
Скачать